Eisenerz ist der natürliche Rohstoff der Stahlindustrie, und wird überwiegend in Form von Feinerzen,
Stückerzen und Pellets aus Übersee bezogen. Kokskohlen für die Kokerei Schwelgern kommen auch aus Deutschland,
überwiegend jedoch aus Australien, Kanada und den USA. Von Rotterdam wird alles in rheingängigen Schubverbänden
zum Werkshafen Schwelgern (Bild 1+2) transportiert, oder über die Eisenbahn & Häfen GmbH auch auf anderen Transportwegen.
Tägliche Materialströme: 50.000 t Eisenträger, 15.000 t Kokskohle und Kohlenstaub, 5.000 t Koks von externen
Lieferanten und 6.000 t Zuschlagstoffe.
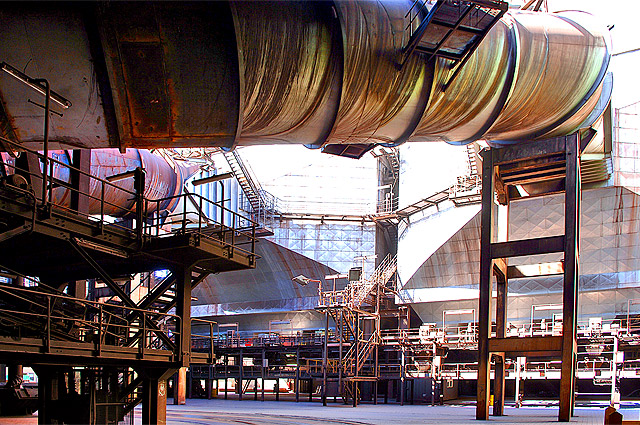
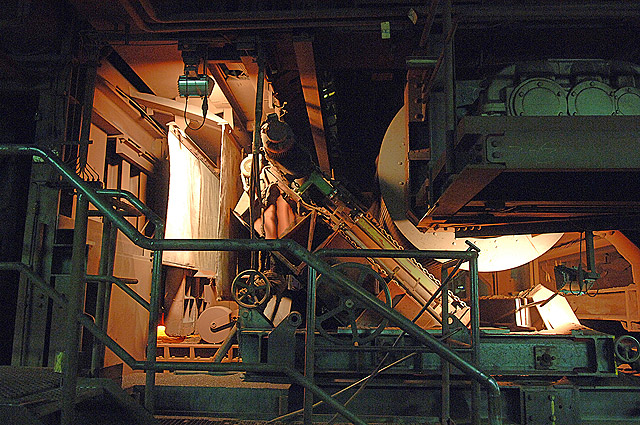
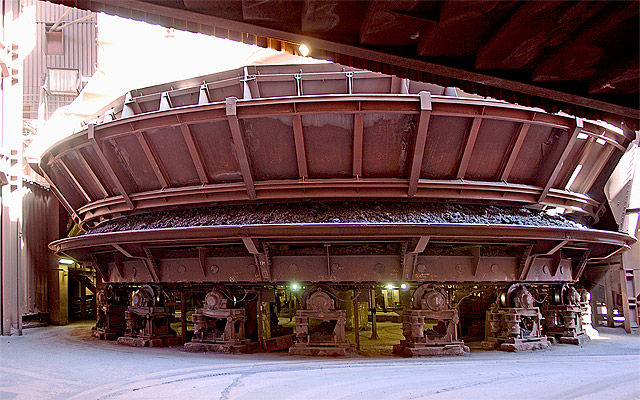
Die Rohstoffe werden auf sechs Mischbetten (Bild 3+4) mit je 140.000 t Fassungsvermögen
zu einer gleichmäßigen Mischung
für den Einsatz in der Sinteranlage homogenisiert. Ziel dabei ist die in Menge und Qualität bedarfsgerechte
Vormaterialversorgung der Sinteranlage sowie der Hochofenbetriebe sicherzustellen.
In der Sinteranlage werden Feinerze und Konzentrate für den Einsatz im Hochofen in geeignete, grobkörnige
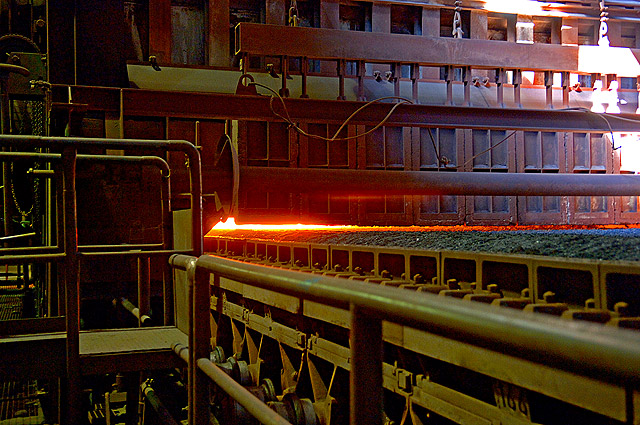
Form gebracht, bzw. stückig (agglomeriert) gemacht, also gesintert. Das Sintern erfolgt auf langen Endlosbändern (Bild 10+11),
wo das feinkörnige eisenhaltige Material zusammen mit Zuschlagstoffen und Brennstoffen oberflächlich angeschmilzt
und zusammengebacken wird.
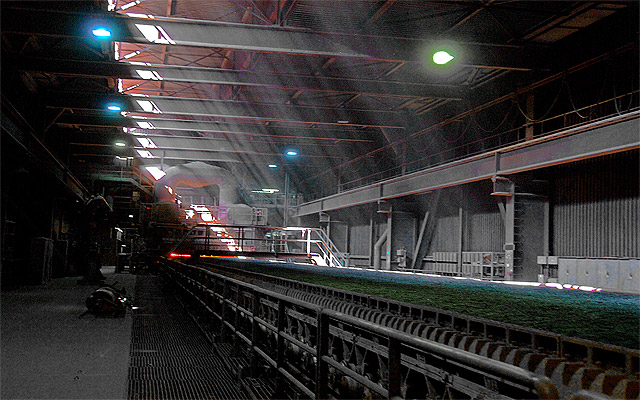
Nach dem Abwerfen des Sinterkuchens (Bild 12+13) erfolgt eine Vorzerkleinerung durch
eine Stachelwalze und eine erste Absiebung
von Feinanteilen (Heißabsiebung). Zur Erhaltung der physikalischen Eigenschaften erfolgt anschließend eine schonende
Abkühlung auf Temperaturen bis 80 °C und eine weitere Brech- und Siebbehandlung, um das für den Hochofenprozess
erforderliche Kornband herzustellen. Der fertige Sinter ist nun wegen seiner großen Gasdurchlässigkeit und seiner
guten Reduzierbarkeit für den direkten Einsatz im Hochofen geeignet, wo er zusammen mit anderen Möllerkomponenten
(Stückerz, Pellets, Zuschläge, Koks) reduziert und zu Roheisen erschmolzen wird. Dieser Sinter-Prozess ist notwendig,
da Feinerze und Konzentrate wegen ihrer hohen Schüttdichte und schlechten Durchgasbarkeit im Ursprungszustand nicht
in den Hochöfen eingesetzt werden können. Der Umweltschutz hat in der Sinteranlage einen sehr hohen Stellenwert.
Staubhaltige Prozessabgase und Raumluft werden u.a. in Elektrofiltern (Bild 7+8) gereinigt, wobei die dort abgeschiedenen Stäube
ressourcenschonend dem Sinterprozess wieder zugeführt werden. Die Produktionmenge beträgt ca. 33.000 t Fertigsinter pro Tag.
Roheisen ist das Hauptendprodukt des Hochofenprozesses und entsteht durch Reduktion von oxidischen Eisenerzen.
ThyssenKrupp Steel betreibt zwei Hochofenbetriebe, Hamborn mit einer Jahreserzeugung von 10500 t Roheisen/Tag und
Schwelgern mit einer Produktion von 21500 t Roheisen/Tag. Im Hochofen werden eisenoxydhaltige Erze zu metallischem
Eisen reduziert und erschmolzen. Die Einsatzstoffe des Hochofens sind Koks und Möller.
Das beim Hochofenprozess anfallende Hochofengas (Gichtgas) wird zur Unterfeuerung der Koksöfen in der Kokerei sowie
zur Beheizung der Walzwerksöfen und in den Kraftwerken zur Stromerzeugung genutzt. Im unteren Teil des Hochofens
wird über Blasformen Heißwind eingeblasen. Zur Optimierung des Prozesses und zur Minimierung der Herstellungskosten
wird staubförmige Kohle als Kohlenstoffträger und Koksersatz über die Windformen eingeblasen. Der Betrieb eines
Hochofens ohne Koks ist jedoch nicht möglich. Der Koks behält in der Zone des Hochofens, in der die Erze erweichen
und schmelzen, seine feste Struktur bei. Er sichert somit die Durchlässigkeit des Schüttgutes für das aufsteigende
Reduktionsgas und dient gleichzeitig als Stützgerüst.
Der in diesem Bereich vorliegende Kohlenstoff vergast mit dem Sauerstoff des Heißwindes zu Reduktionsgas (Kohlenmonoxyd)
bei Temperaturen von bis zu 2.200 °C. Im Eisen lösen sich geringe Mengen Kohlenstoff,
wodurch die Schmelztemperatur des Roheisens gesenkt wird. Die Begleitelemente der Einsatzstoffe bilden eine flüssige
Schlacke. Roheisen und Schlacke sammeln sich im unteren Bereich des Hochofens (Gestell) und werden über ein zu öffnendes
Stichloch entnommen.
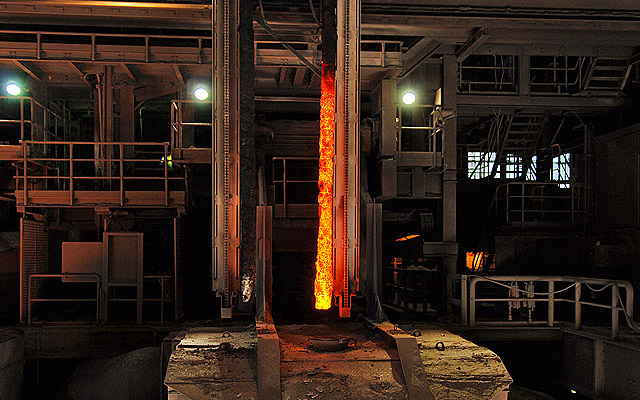
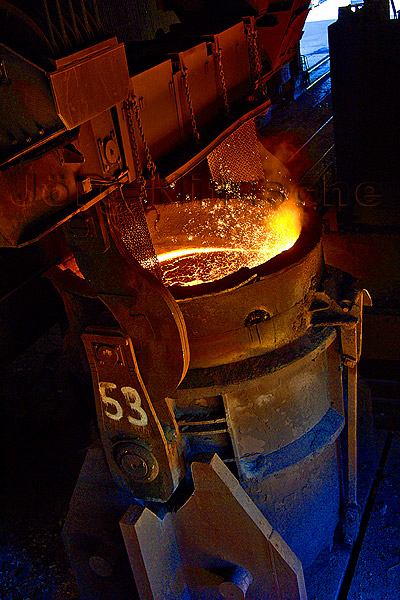
Die Abstichtemperatur des Roheisens beträgt etwa 1.480 bis 1.500 °C. in der Abscheidevorrichtung werden Roheisen und
Schlacke getrennt (Bild 21+22). Das Roheisen (ca. 94% Eisen, 4,7% Kohlenstoff, 0,4% Silizium, 0,2% Mangan, 0,04% Schwefel) wird im
flüssigen Zustand in feuerfesten Torpedopfannen (Bild 23+24+25) zu den Oxygen-Stahlwerken Bruckhausen und Beeckerwerth transportiert
und dort zu Stahl verarbeitet.
Die Ofenreise, also die Zeitspanne, bis die feuerfeste Ausmauerung eines Hochofens vollständig erneuert werden muss,
beträgt heute 15 bis 20 Jahre, die er ununterbrochen in Betrieb ist.
In voll entstaubten Roheisenumfüllgruben wird das flüssige Roheisen direkt in die Chargierpfannen umgefüllt. Der
Schwefelgehalt des Roheisens wird mittels Einblasens von Calciumcarbid, Magnesium und Kalk gemäß der zu erzeugenden
Stahlqualität entsprechend reduziert (Bild 28).
In einem Konverter (Bild 26+27) wird das Roheisen nach einem bei ThyssenKrupp entwickelten kombinierten Blasverfahren (TBM) mittels
Aufblasen von Sauerstoff und Bodenblasen mit Argon/Stickstoff zu Rohstahl umgewandelt. Es wird ca. 15% Schrott zugesetzt.
Unmittelbar nach dem Stahlabstich wird der Stahl in der Stahlgießpfanne durch Spülen mit Argon homogenisiert.
In den sekundärmetallurgischen Einrichtungen wird der flüssige Rohstahl durch gezieltes En../bilder/tkohlen und/oder Legieren auf
die geforderte Analyse gebracht und die Soll-Gießtemperatur eingestellt.
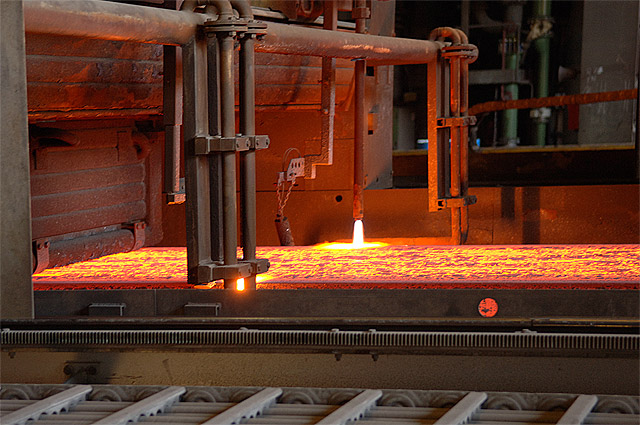
In den Stranggießanlagen wird der fertig gestellte flüssige Stahl kontinuierlich vergossen (Bild 34). Am Auslauf der Gießanlage
wird der Strang in einzelne Riegel, sog. "Brammen" (21,5 - 25,5cm dick, 1,18 - 2,6m breit und 6-12m lang) aufgeteilt (Bild 35).
Abschließend werden die Brammen eindeutig gekennzeichnet und vermessen, bevor sie über das Brammenlager an die Kunden
geliefert werden (Bild 36). In beiden Stahlwerken werden pro Tag ca. 30.000 t Rohstahl erzeugt, davon 25.000 t in Form von Brammen.
In den Bereichen Roheisen und Rohstahl werden während des Produktionsprozesses Schlacken erzeugt, die als hochwertiges Material
für Dünger oder im Straßen- und Wasserbau Verwendung finden:
Hüttensand
Bei der Roheisenproduktion fällt als weiteres Produkt Hochofenschlacke an. An den Hochöfen Hamborn 9, Schwelgern 1 und 2 stehen sogenannte Granulationseinrichtungen zur Verfügung, in denen die Hochofenschlacke durch gezieltes, schnelles Abkühlen mit Wasser zu glasigem Sand granuliert wird. Der produzierte Hüttensand wird schwerpunktmäßig zur Zementherstellung an die Zementindustrie verkauft. Die jährliche Absatzmenge beträgt etwa 2,5 Mio. t.
Hochofenstückschlacke
Bei langsamer Abkühlung in Schlackenbeeten entsteht die kristalline Hochofenstückschlacke. Dieses natursteinähnliche Produkt wird im Straßen- und Wegebau eingesetzt. Jährlich werden etwa 600.000 t abgesetzt.
Stahlwerksschlacken
Bei der Stahlwerksschlacke (Bild 29+30) handelt es sich um ein bei der Rohstahlerzeugung anfallendes Produkt, das flüssig anfällt und in Schlackenbeete gegossen wird. Diese Schlacken werden je nach ihrem späteren Verwendungszweck speziell aufbereitet.
|